
إذا فهمت كيف يتم تصنيع سحب ونسيج ألياف الكربون ، فأنت تعلم أنها عملية معقدة وكثيفة الطاقة تتطلب محاذاة ذرات الكربون ، وتعريضها للحرارة العالية ، ثم طلاءها بمادة كيميائية للمساعدة في لصق الراتنج. ولكن كيف تصبح هذه الألياف والأقمشة أنابيب مركبة ؟
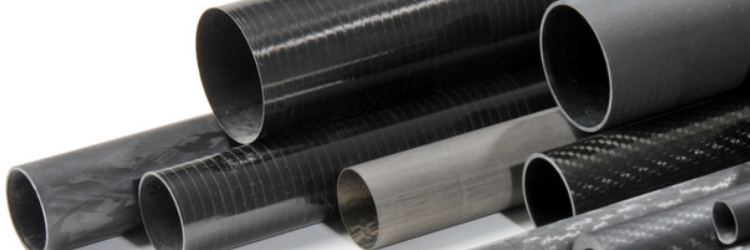
من السهل إلقاء نظرة على مقطع عرضي من الأنابيب المركبة ونفترض أنه بناء من قطعة واحدة. من المؤكد أن المنتج النهائي عبارة عن قطعة واحدة ، ولكن هذا فقط لأن الراتنج وعملية المعالجة تربط كل شيء معًا. لم يبدأ هذا الجزء من الأنابيب كقطعة واحدة. لقد بدأت كطبقات متعددة من الألياف أو القماش تم دمجها مع الراتنج لإنشاء الأنبوب النهائي.
هناك أربع عمليات أساسية لإنشاء أنابيب مركبة. هؤلاء هم:
1. لفة التفاف
يتم تغليف اللف عادةً باستخدام منتج مسبق لضمان الاتساق. المنتج المسبق عبارة عن منتج مركب يتكون من قماش أو ألياف مشربة بالفعل براتنج الإيبوكسي الضروري لعقد كل شيء معًا.
يتم قطع المواد prepreg إلى طبقات من اتجاه الألياف المختلفة. ثم يتم لف هذه الطبقات على قضيب أسطواني يعرف باسم مغزل. ثم يتم لف مغزل و prepreg في فيلم من البلاستيك لاحتواء راتنجات الايبوكسي وضغط الطبقات أثناء المعالجة. بمجرد اكتمال المعالجة ، تتم إزالة مغزل من مركز الأنابيب النهائية.
ينتج عن التفاف اللفة أقصى قدر من الاتساق عبر أنابيب ألياف الكربون والألياف الزجاجية. توفر العملية أيضًا مزيدًا من التخصيص من حيث كلاً من تكوين الألياف / مغزل وكميات الإنتاج. التفاف لفة هي العملية المفضلة لإنتاج أشواط صغيرة.
2. الفوز بالشفقة
تبدأ عملية لف الشعيرة بسحب مركب إما من ألياف الكربون أو الألياف الزجاجية أو مزيج من الألياف الزجاجية الكربونية. يتم تحميل السحب على بكرات متعددة في الجزء الخلفي من آلة اللف. في الجبهة هو مغزل طويل يعمل كشكل للأنابيب.
لإنشاء الأنبوب ، تنتقل العربة لأعلى ولأسفل بطول الماكينة أثناء دوران المغزل. يتم تطبيق القطر على مغزل في نمط حلزوني مثل الشريط على قصب الحلوى. يمكن ضبط زاوية اللولب وكذلك عدد اللوالب التي يتطلبها تكوين طبقة. بمجرد تشكيلها بالكامل ، يتم علاج الأنبوب قبل فصله عن الشياق.
لف الشعيرة أكثر آلية من لف لفة ، وبالتالي وسيلة أكثر فعالية من حيث التكلفة لإنتاج كميات كبيرة من الأنابيب المركبة في فترة زمنية قصيرة. غالبًا ما يكون التخصيص أسهل من خلال التفاف اللفة لأن الألياف والراتنج يمكن خلطهما ومطابقتهما في آلة اللف بدلاً من أثناء عملية الإعداد المسبق.
3. سحق
تحصل عملية بولتروسيون على اسمها من مزيجها من مبادئ السحب والقذف. عندما يفرض النتوء المادة من خلال القالب عن طريق دفعها ، ينجز pultrusion نفس الشيء عن طريق سحب المادة خلال القالب. يتم إنشاء أنابيب Pultruded عن طريق سحب ألياف الكربون أو السحب من الألياف الزجاجية من خلال يموت ساخنة كما يتم تشريبها مع راتنجات الايبوكسي. يتم سحب المواد فوق مغزل يضمن لها شكلها خلال عملية المعالجة.
تكمن ميزة هذه العملية في أنها تنتج طولًا مستمرًا أحادي الاتجاه للأنابيب يمكن خفضه بعد المعالجة. نظرًا لأن pultrusion مؤتمت للغاية ، فهي عملية إنتاج أكثر فاعلية من حيث التكلفة من كل من لف اللف أو لف الشعيرة. Pultrusion يجعل من السهل إنتاج أنابيب بأطوال وسمك مختلفة ببساطة عن طريق تغيير كل من مغزل ويموت.
الجانب السلبي لل pultrusion هو أن يتم توجيه جميع الألياف على طول محور الأنبوب. وجود جميع الألياف في اتجاه واحد يعني أن الأنبوب جيد جدًا في التوتر ولكن يمكن أن ينقسم بسهولة في الضغط أو التواء. إن البحث عن عملية آلية يمكن أن تنتج أنابيب متوازنة يقودنا إلى عملية السحب.
4. التراجع
Pullbraiding هو امتداد لل pultrusion. هذه العملية تشبه في الأساس pultrusion مع ميزة واحدة مضافة: يتم تجديل الألياف معًا عند سحبها خلال القالب الساخن وعلى المغزل. يمكن عمل طبقات من زوايا مختلفة عن طريق تغيير الجديل ، ويمكن حتى إدراج طبقات أحادية الاتجاه.
كلا pultrusion و pullbraiding يخلقان منتجات تامة الصنع مع صلابة عالية ونسب متينة. لكن الميزة الرئيسية لعملية السحب هي أنها تخلق أنبوبًا أكثر توازناً يعمل تحت نطاق عريض من الأحمال. كما أنه يضيف عنصرًا من الجمال الجمالي لأن الجديل يتماشى بشكل أكبر مع مظهر "ألياف الكربون" التقليدي. ونظرًا لأن هذه العملية مؤتمتة للغاية مثل pultrusion ، فغالبًا ما تكون الأنابيب المسحوبة أقل تكلفة من منتجات الجرح الملفوفة أو الخيطية.





